

電解研磨・砥粒研磨とは
浸漬電解研磨
リン酸、硫酸の混合液の中で+極ワーク、-(マイナス)電極により反応を起こし、溶解する研磨で小さな製品に適しており、多く利用されます。
電解複合研磨
中性の混合液に砥粒を混ぜ合わせ、電極に研磨シートを取り付けワークとの間に擦過と溶解を起こし、
磨く研磨です。
バフ研磨の際に生じた表面粗さを平滑化し、バフ粗、油脂を取り除きます。また不動態化被膜が形成される事によって新たな不純物の付着を最小限にできます。
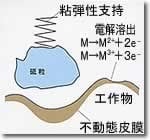
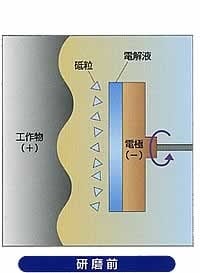
イオン単位の除去作用を持つ電解作用に砥粒による微小切り込み作用を補助させたもので、ミクロ凸部の不動態皮膜を砥粒により除去するとその部分では電解が集中して金属の溶出が盛んに起こり、表面粗さが改善されます。
不動態皮膜が形成された表面をさらに研磨していく事によって従来困難だったナノレベルまで鏡面研磨が可能です。
Size in points : 51×51
Axis : X
Real Size : 0.5mm
Size in points : 51
Step : 10μm
Axis : Y
Real Size : 0.5mm
Size in points : 51
Step : 10μm
Axis : Z
Variation in level : 0.11μm
Variation in level : 11
One digit value : 0.01μm
Axis : X
Real Size : 0.5mm
Size in points : 51
Step : 10μm
Axis : Y
Real Size : 0.5mm
Size in points : 51
Step : 10μm
Axis : Z
Variation in level : 0.11μm
Variation in level : 11
One digit value : 0.01μm

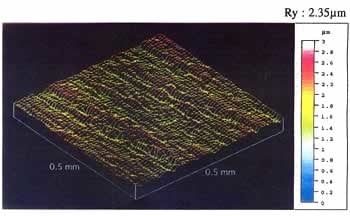
Size in points : 51×51
Axis : X
Real Size : 0.5mm
Size in points : 51
Step : 10μm
Axis : Y
Real Size : 0.5mm
Size in points : 51
Step : 10μm
Axis : Z
Variation in level : 2.35μm
Variation in level : 235
One digit value : 0.01μm
Axis : X
Real Size : 0.5mm
Size in points : 51
Step : 10μm
Axis : Y
Real Size : 0.5mm
Size in points : 51
Step : 10μm
Axis : Z
Variation in level : 2.35μm
Variation in level : 235
One digit value : 0.01μm
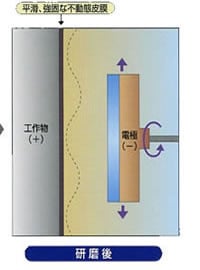

従来の浸漬電解研磨では・・・
ミクロ凸部が減少したRy1.0μm程度が限界点で、さらに継続すると光沢が失われ白っぽくなり表面粗さも荒くなります。逆に鏡面状態の表面を処理する場合は、極めて短時間での処理に留めないと上記同様になり、電解研磨としての特製は期待できません。